【3D 打印 Ender-3 V2】Ender-3 V2 测评
前言
最近朋友带了有 5000 多块零件的乐高玩具来找我玩,三个人连拼好几天人都麻了。我小时候可是狂热的乐高爱好者,每次去商场都会央求父母给我买一盒,但到现在我有 7、8 年没碰过乐高了。我对乐高的认知还停留在建房子的阶段,然鹅现在的乐高都有发动机了,甚至可以用遥控器远程操控,简直是我的梦中玩具!但这样的正版乐高价格不便宜,于是我想到了用 3D 打印技术造点乐高玩玩,便有了今天这篇文章
打印机选择
3D 打印是指通过逐层增加材料的方式将数字模型制造成 3D 实体物件或支架的过程,属于 增材制造 技术的一种,随着工艺的不断优化,3D 打印机也逐渐走向了家用。目前家用的打印机主要分为 FDM 3D 打印机以及光固化 3D 打印机,两者的差别主要是体现在打印原理上
- FDM
FDM(Fused Deposition Modeling)即 熔融沉积成型,加热喷头在计算机的控制下,根据产品零件的界面轮廓信息,作 X-Y 平面运动,热塑性丝状材料由供丝机构送至热熔喷头,并在喷头中加热和熔化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层薄片轮廓。一层截面成型完成后工作台上升一定高度,再进行下一层的熔覆,好像一层层 “画出” 截面轮廓,如此循环,最终形成三维产品零件。FDM 是迄今为止最容易实现并且用途广泛的 3D 打印工艺,价格便宜
- SLA
SLA(Stereo Lithography Appearance)即 立体光固化成型,光固化打印技术主要是利用特定强度的激光聚焦在光固化材料的表面(主要为光敏树脂),使每层液态光敏树脂被扫描到的部分固化成型,最终各个层面累计成所需的目标零件。光固化打印技术的发展很是迅速,近几年有学者使用光固化技术打印生物组织,也就是光固化 3D 生物打印技术(DLPBP)
SLA 的打印精度和打印速度远高于 FDM,而且打印出来的模型表面光滑,也可以是透明的。光固化对模型的细节把控很到位,适合打印手办之类的精细模型。但由于 SLA 的原材料是液态树脂,导致模型后处理复杂,强度和耐久性不如 FDM 模型,而且液态树脂有毒,需要进行无害化处理,不适合密闭环境中使用。相较于 SLA,FDM 虽然精度低一些,但好在省钱环保无毒(冷知识:SLA 比 FDM 早出现 4 年)。因此最终选用了 Ender-3 V2:
- 虽然光固化打印精度很高,但作为家用 3D 打印机我非常介意光敏树脂的毒性,而且光敏树脂
很贵!所以我选择 FDM 打印机 - 与 Ender-3 一样支持 DIY,几乎适配所有针对于 Ender-3 的改装
- 产品尺寸 475670620mm,打印尺寸 220220250mm,足以支撑日常的打印需求
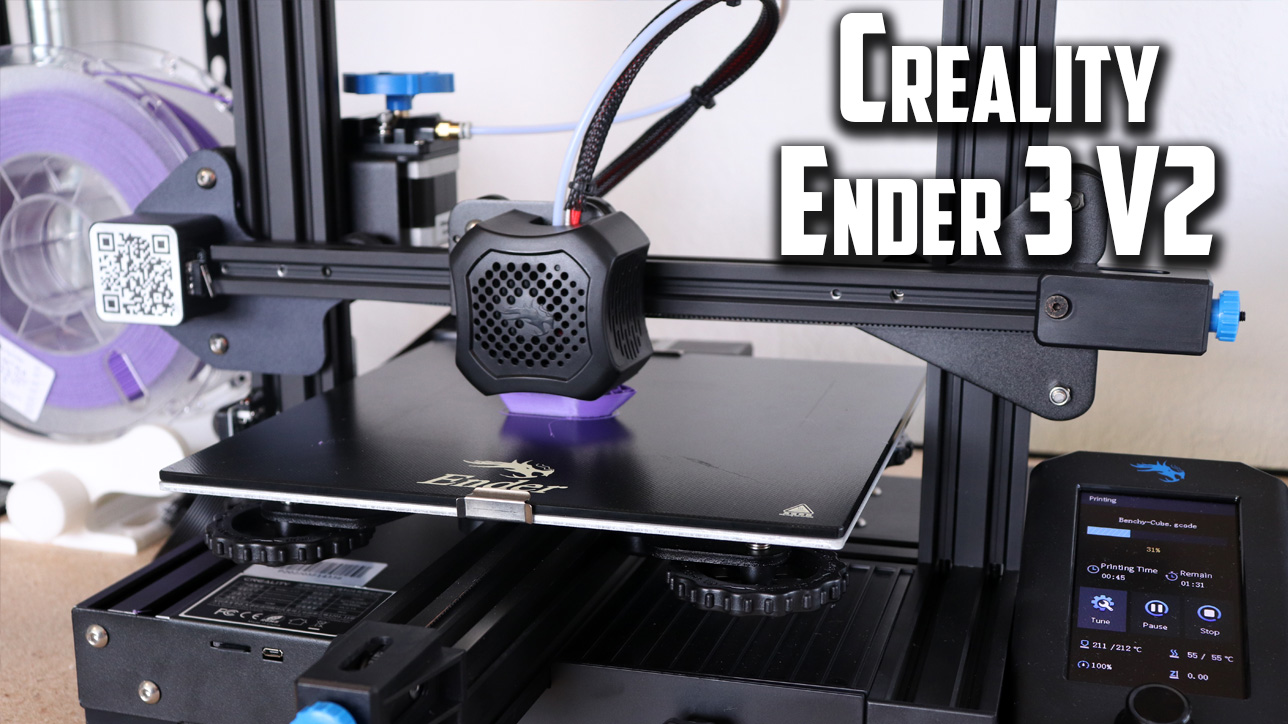
- Ender-3 V2 是 Ender-3 系列神机,延续了 Ender-3 的风格。相较于 Ender-3,新增加了静音主板、碳硅晶玻璃、全彩的 UI 屏(非触摸板)并且是一体化机身结构,不需要像 Ender-3 一样自己组装
- 售价便宜,虽然不像 Ender-3 极具性价比,但重在加入了静音主板和 UI 屏,与自己在 Ender-3 上进行这些改装花的钱差不多,而且还费劲。当然购入 Ender-3 博主也是十分支持的,毕竟也是神机,不差钱可以直接入手 Ender-3 S1
开箱组装!
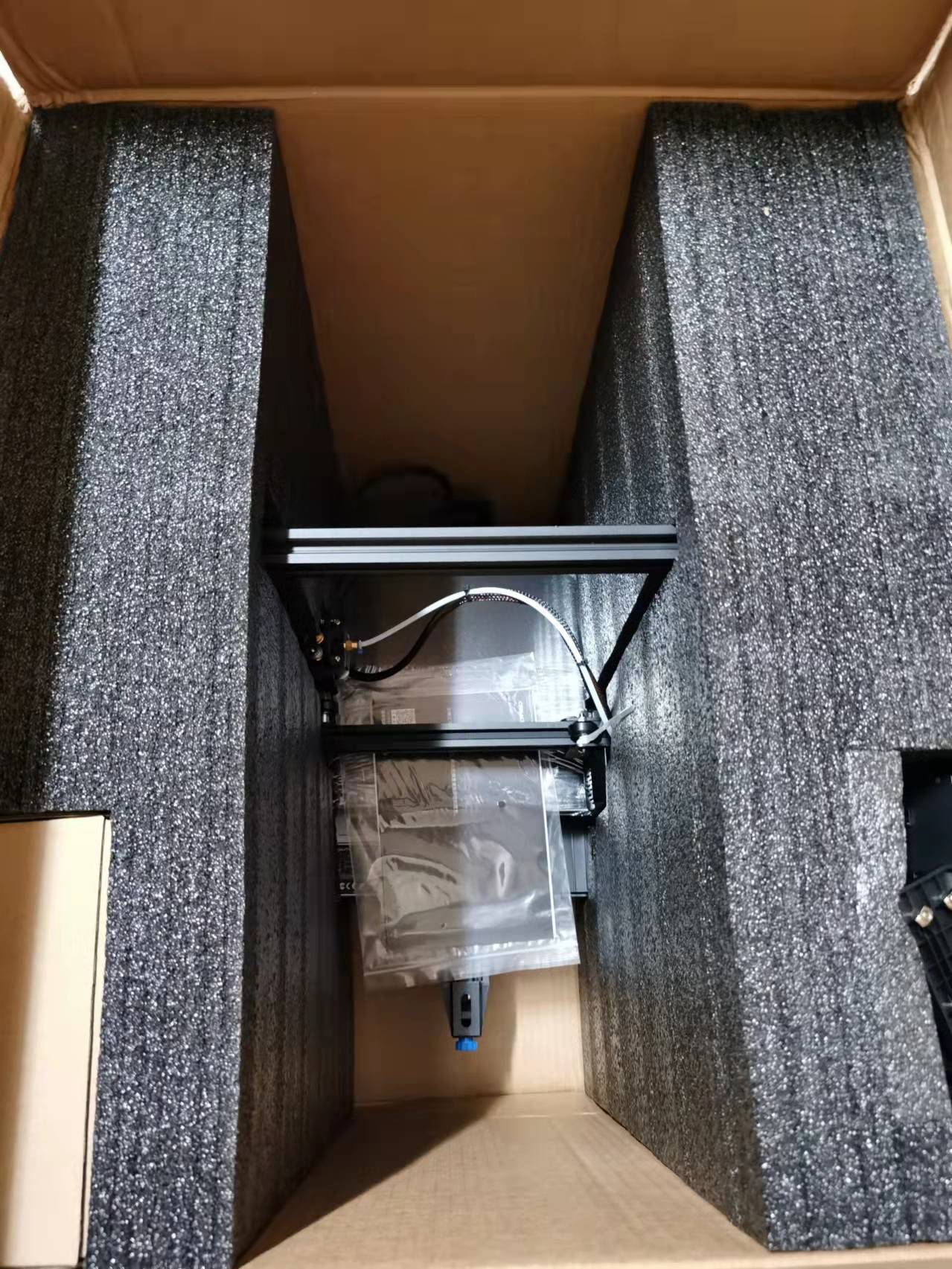
下单后经过漫长的 4 天等待,终于拿到了这台神机,包装很结实,比我想象中要大一些。

整体很沉,包装很严密,两边的泡沫垫完全把机子包裹住了,完全不用担心磕磕碰碰,就是拿出来有点费劲
下面就是包装里所有的物品了,包含赠送的一盒颜料以及一公斤的 PLA 耗材

虽然不是很高端的机子,但还是分量感十足,细节部分也比 Ender-3 好一些。值得注意的一点是 Ender-3 V2 机子的下面有一个小抽屉,可以用来放置一些小工具,而上一代 Ender-3 下面这个位置是空出来的,需要自己去 T 站找模型来自己打印。创想三维这点做的挺不错

工具箱里的工具也挺齐全的,有一袋组装工具、一个细针、一把水口钳、一把铲子、一束轧带、一套 SD 卡套装以及一堆组装零件。送的水口钳刀口太厚不是很锋利,用来拆支撑可以,修剪模型还是建议购买一些好用的配套工具

接下来就是按照说明书上的步骤一步一步安装就行了
调试运行
组装完成后,就是开机调试了。需要注意的一点是调平,调平真的很重要,喷头距离平面的距离大概在 0.1mm,就是一张 A4 纸恰好能通过的间隙,四个角都得调整好间隙,整个流程重复两到三遍就差不多了(最好多调几次,关乎到第一层能否成功打印),最终在 UI 屏中选择相应的 gcode 进行打印就可以了。值得说的是 Ender-3 V2 的静音效果还行,放在小房间里关上门几乎就没声音了,大概和游戏本游戏模式下的声音差不多
顺便做一下层高(0.08mm/0.12mm)和耗材的测试,测试模型不一样,但效果应该都差不多,大家仁者见仁
| 支撑墙行数 | 支撑密度 | 支撑 Z 距离 | 支撑 X/Y 距离 |
|---|---|---|---|
| 0 | 10% | 0.24mm | 0.8mm |
上面四个参数是设置支撑的参数,与支撑好不好拆有密切关系,可以根据我的参数进行微调,但支撑 Z 距离必须是层高的整数倍
首先给大家展示一下最终的打印成果,按照 0.12mm 的层高打印出一只可爱的伊布,嘿嘿嘿
| 模型 | 层高 | 耗材 |
|---|---|---|
| 伊布 | 0.12mm | 创想三维 PLA |




这只伊布层纹有些明显,但整体来说还算不错,该有的细节差不多都有了
| 模型 | 层高 | 耗材 |
|---|---|---|
| 皮卡丘卡卡西 | 0.08mm | 创想三维 PLA |




考虑伊布模型层纹有点明显,所以我尝试用 0.08mm 的层高打印了一只皮卡丘卡卡西(虽然官方给出 Ender-3 V2 的打印层高是 0.1-0.4mm),结果模型效果比之前的 0.012 层高好了太多!
| 模型 | 层高 | 耗材 |
|---|---|---|
| 恐龙头骨 | 0.08mm | eSun PLA+ |



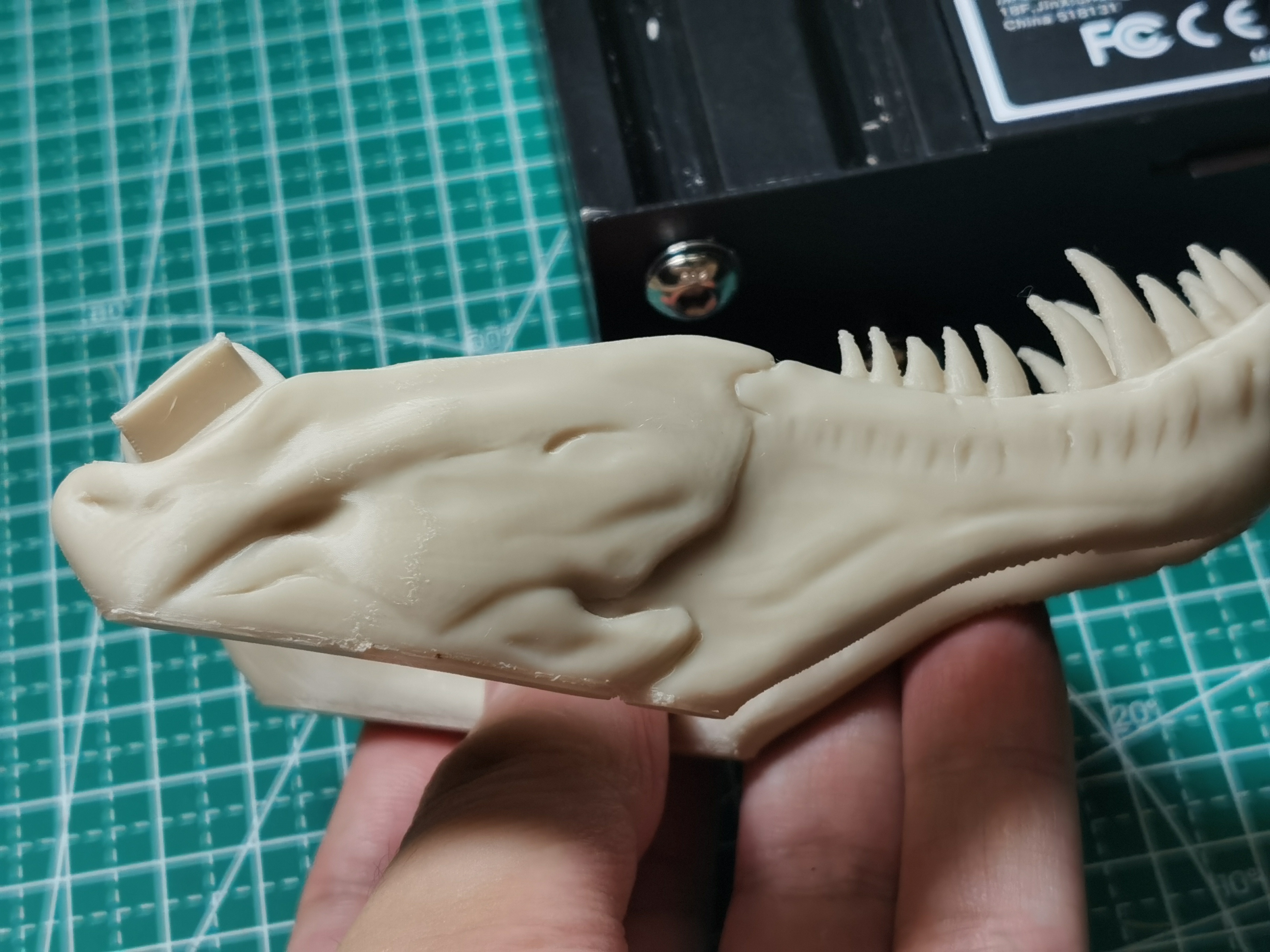
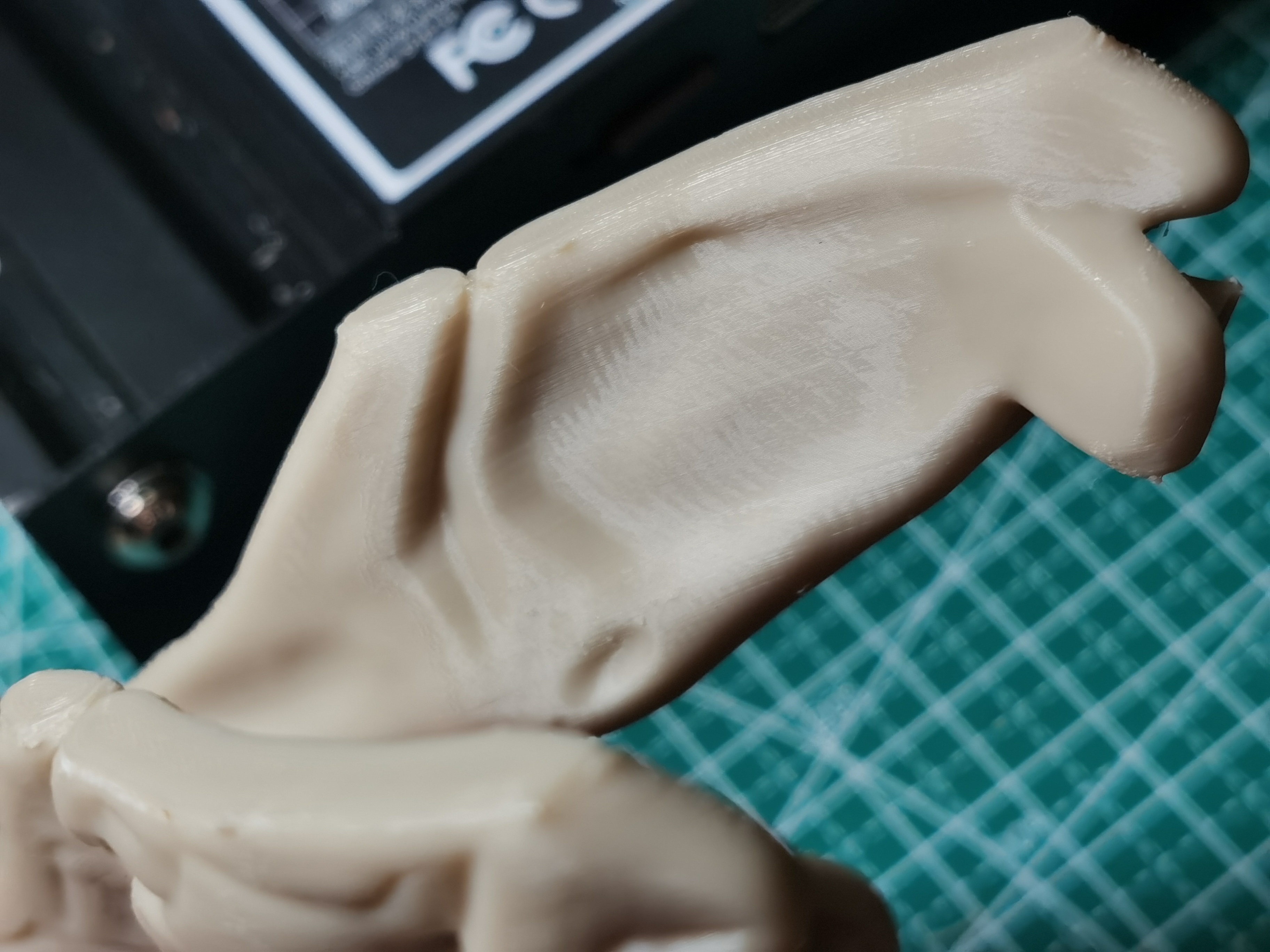
上述的两个模型使用的耗材是创想三维的耗材,考虑到耗材对模型的影响,我又斥巨资买了一卷易生的 PLA+,用的层高依旧是 0.08mm,打印出的模型质量已经非常棒了!PLA + 配合 0.08mm 的层高,打印件的表面很光滑,瑕疵的地方也很少,甚至层纹都不是很明显了省去了打磨的工作,我愿称之为小光固化 hhh。
经过上述测试,FDM 打印的层高和材料对模型的细节都有影响。细节较多的模型,建议设置 0.08mm 的层高,平常模型 0.12mm 就够了;材料尽量选择好一些的材料,好的材料对模型的细节也有不小的帮助
一些 Tips
- 推荐几个分享模型的网站:T 站、创想三维官方模型库
- 打印完成后不要急着拆模型,要用软质的东西(橡胶锤、重型美工刀的橡胶刀把)轻轻从侧面敲击,很轻松就能剥离而且不会损伤模型,实在不行只能用铲子暴力拆除了
- 打印中可能会发现第一层粘不上或者是发生了翘边,这种情况一般是调平有问题,建议反复多调几次,在打印前最好用胶棒在板子上涂上一层胶,很好用。如果翘边严重,可以尝试增加模型填充率
- 在打印一些复杂模型尤其是有悬空部位的模型时,最好加上支撑,否则辛苦打出来的模型真的把人气会哭
- 打印中不要用手触碰喷嘴!!!
结束语
正经人谁会用 3D 打印来打印乐高零件啊,还不如买来的便宜,呕。不得不说 3D 打印真的是一项十分神奇的技术,有了 3D 打印机各种天马行空的想法都可以随心所欲的打印出来。打印一时爽,修模火葬场